





I requisiti di progettazione di un impianto di produzione di alchil glicosidi basato sulla sintesi di Fisher dipendono in larga misura dal tipo di carboidrato utilizzato e dalla lunghezza della catena dell'alcol utilizzato. La produzione di alchil glicosidi idrosolubili a base di ottanolo/decanolo e dodecanolo/tetradecanolo è stata introdotta per la prima volta. Gli alchil poliglicosidi che, per un dato DP, sono insolubili in acqua a causa dell'alcol utilizzato (numero di atomi di C nella catena alchilica ≥16) sono trattati separatamente.
Nella condizione di sintesi di alchil poliglucosidi catalizzata da acido, vengono generati prodotti secondari come etere di poliglucosio e impurità colorate. Il poliglucosio è una sostanza amorfa formata dalla polimerizzazione del glicosile durante il processo di sintesi. Il tipo e la concentrazione della reazione secondaria dipendono dai parametri del processo, come temperatura, pressione, tempo di reazione, catalizzatore, ecc. Uno dei problemi risolti dallo sviluppo della produzione industriale di alchil poliglucosidi negli ultimi anni è quello di ridurre al minimo la formazione di prodotti secondari correlati alla sintesi.
In generale, gli alchil glicosidi a catena corta (C8/10-OH) e a basso DP (grande sovradosaggio di alcol) presentano i minori problemi di produzione. Nella fase di reazione, con l'aumento dell'alcol in eccesso, la produzione di prodotti secondari diminuisce. Ciò riduce lo stress termico e rimuove l'alcol in eccesso durante la formazione di prodotti di pirolisi.
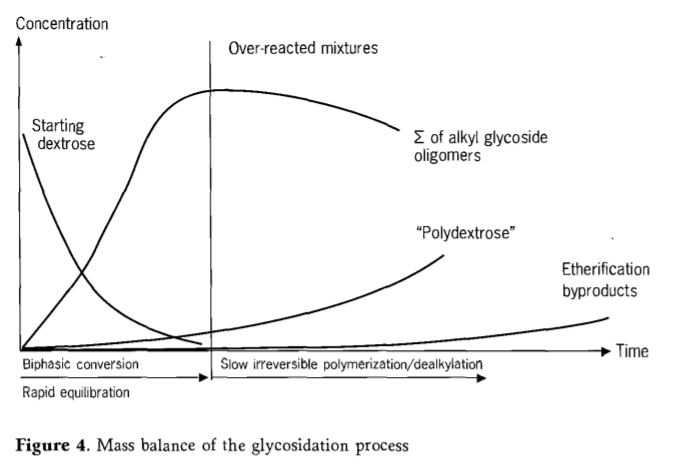
La glicosidazione di Fisher può essere descritta come un processo in cui il glucosio reagisce relativamente velocemente nel primo passaggio e si raggiunge l'equilibrio degli oligomeri. Questo passaggio è seguito da una lenta degradazione degli alchil glicosidi. Il processo di degradazione comprende fasi quali dealchilazione e polimerizzazione, che, a concentrazioni maggiori, formano in modo irreversibile un poliglucosio termodinamicamente più stabile. La miscela di reazione che supera il tempo di reazione ottimale è detta sovrareazione. Se la reazione viene interrotta prematuramente, la miscela di reazione risultante contiene grandi quantità di glucosio residuo.
La perdita di principi attivi dell'alchil glucoside nella miscela di reazione è strettamente correlata alla formazione di poliglucosio. In caso di reazione eccessiva, la miscela di reazione torna gradualmente polifasica attraverso la precipitazione del poliglucosio. Pertanto, la qualità e la resa del prodotto sono seriamente influenzate dal tempo di conclusione della reazione. Partendo dal glucosio solido, il contenuto di alchil glucoside nei prodotti secondari è inferiore, consentendo la filtrazione degli altri componenti polari (poliglucosio) e dei carboidrati rimanenti dalla miscela reattiva che non ha mai reagito completamente.
Nel processo ottimizzato, la concentrazione del prodotto di eterificazione è relativamente bassa (a seconda della temperatura di reazione, del tempo, del tipo di catalizzatore e della concentrazione, ecc.).
La figura 4 mostra il tipico andamento di una reazione diretta tra destrosio e alcol grasso (C12/14-OH).
Nella reazione di glicazione di Fischer, la temperatura e la pressione dei parametri di reazione sono strettamente correlate tra loro. Per produrre alchil poliglicosidi con pochi prodotti secondari, la pressione e la temperatura devono essere adattate tra loro e rigorosamente controllate.
Alchilpoliglicosidi a basso contenuto di prodotti secondari a causa delle basse temperature di reazione (<100 °C) durante l'acetalizzazione. Tuttavia, le basse temperature comportano tempi di reazione relativamente lunghi (a seconda della lunghezza della catena dell'alcol) e basse efficienze specifiche del reattore. Temperature di reazione relativamente elevate (>100 °C, tipicamente 110-120 °C) possono causare alterazioni del colore dei carboidrati. Rimuovendo i prodotti di reazione a basso punto di ebollizione (acqua nella sintesi diretta, alcoli a catena corta nel processo di transacetalizzazione) dalla miscela di reazione, l'equilibrio di acetalizzazione si sposta verso il lato del prodotto. Se viene prodotta una quantità relativamente elevata di acqua per unità di tempo, ad esempio a causa di elevate temperature di reazione, è necessario prevedere un'efficace rimozione di tale acqua dalla miscela di reazione. Ciò riduce al minimo le reazioni secondarie (in particolare la formazione di polidestrosio) che avvengono in presenza di acqua. L'efficienza di evaporazione di una fase di reazione dipende non solo dalla pressione, ma anche dall'area di evaporazione, ecc. Le pressioni di reazione tipiche nelle varianti di transacetalizzazione e sintesi diretta sono comprese tra 20 e 100 mbar.
Un altro importante fattore di ottimizzazione è lo sviluppo di catalizzatori selettivi nel processo di glicosidazione, inibendo così, ad esempio, la formazione di poliglucosio e l'eterificazione. Come già accennato, l'acetale o l'acetale inverso nella sintesi di Fischer è catalizzato da acidi. In linea di principio, qualsiasi acido di forza sufficientemente forte è adatto a questo scopo, come l'acido solforico, il p-toluene e l'acido alchilbenzensolfonico e l'acido solfonico succinico. La velocità di reazione dipende dall'acidità e dalla concentrazione dell'acido nell'alcol. Le reazioni secondarie che possono essere catalizzate anche dagli acidi (ad esempio, la formazione di poliglucosio) si verificano principalmente nella fase polare (tracce di acqua) della miscela di reazione, e le catene alchiliche che possono essere ridotte mediante l'uso di acidi idrofobici (ad esempio, l'acido alchilbenzensolfonico) si dissolvono principalmente nella fase meno polare della miscela di reazione.
Dopo la reazione, il catalizzatore acido viene neutralizzato con una base appropriata, come idrossido di sodio e ossido di magnesio. La miscela di reazione neutralizzata è una soluzione giallo pallido contenente dal 50 all'80% di alcoli grassi. L'elevato contenuto di alcoli grassi è dovuto al rapporto molare tra carboidrati e alcoli grassi. Questo rapporto viene regolato per ottenere un DP specifico per gli alchilpoliglicosidi industriali, ed è solitamente compreso tra 1:2 e 1:6.
L'alcol grasso in eccesso viene rimosso mediante distillazione sotto vuoto. Importanti condizioni al contorno includono:
– Il contenuto di alcol grasso residuo nel prodotto deve essere<1% perché altro
la solubilità e l'odore sono influenzati negativamente.
- Per ridurre al minimo la formazione di prodotti di pirolisi indesiderati o di componenti scoloriti, lo stress termico e il tempo di residenza del prodotto target devono essere mantenuti il più bassi possibile, in base alla lunghezza della catena dell'alcol.
- Nessun monoglicoside deve entrare nel distillato perché il distillato viene riciclato nella reazione come alcol grasso puro.
Nel caso del dodecanolo/tetradecanolo, questi requisiti vengono utilizzati per la rimozione degli alcoli grassi in eccesso, che risultano ampiamente soddisfacenti attraverso la distillazione multistadio. È importante notare che al diminuire del contenuto di alcoli grassi, la viscosità aumenta significativamente. Ciò ovviamente compromette il trasferimento di calore e di massa nella fase finale di distillazione.
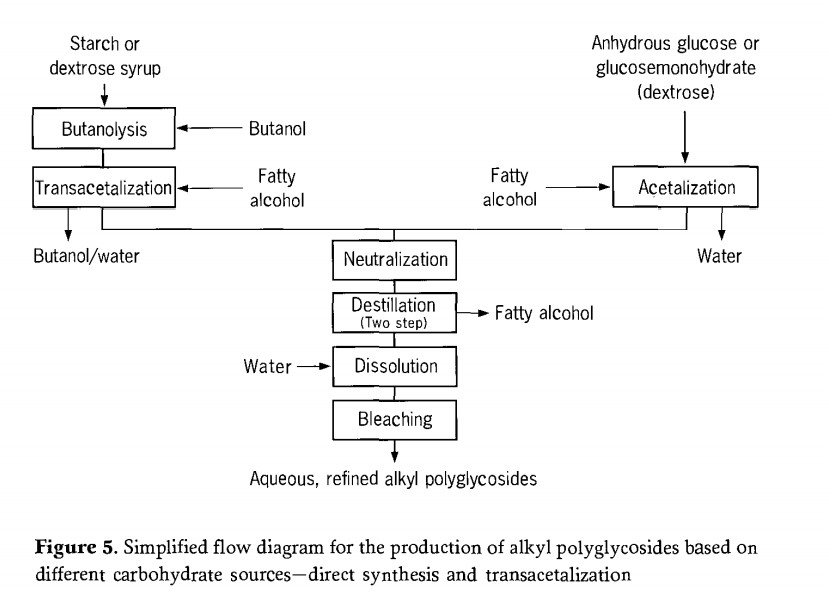
Pertanto, sono preferiti evaporatori sottili o a corto raggio. In questi evaporatori, il film in movimento meccanico garantisce un'efficienza di evaporazione superiore e un tempo di residenza del prodotto più breve, oltre a un buon vuoto. Il prodotto finale dopo la distillazione è un alchil poliglicoside quasi puro, che si accumula come solido con un punto di fusione compreso tra 70 °C e 150 °C. Le principali fasi del processo di sintesi alchilica sono riassunte nella Figura 5.
A seconda del processo di produzione utilizzato, nella produzione di alchil poliglicosidi si accumulano uno o due flussi di ciclo alcolico; gli alcoli grassi in eccesso, mentre gli alcoli a catena corta possono essere recuperati quasi completamente. Questi alcoli possono essere riutilizzati in reazioni successive. La necessità di purificazione o la frequenza con cui devono essere eseguite le fasi di purificazione dipendono dalle impurità accumulate nell'alcol. Ciò dipende in larga misura dalla qualità delle fasi di processo precedenti (ad esempio, reazione, rimozione dell'alcol).
Dopo la rimozione dell'alcol grasso, il principio attivo alchilpoliglicoside viene disciolto direttamente in acqua, formando una pasta altamente viscosa al 50-70% di alchilpoliglicoside. Nelle successive fasi di raffinazione, questa pasta viene lavorata fino a ottenere un prodotto di qualità soddisfacente, in base ai requisiti prestazionali. Queste fasi di raffinazione possono comprendere lo sbiancamento del prodotto, la regolazione delle caratteristiche del prodotto, come il pH e il contenuto di principio attivo, e la stabilizzazione microbica. Nella letteratura brevettuale sono presenti numerosi esempi di sbiancamento riduttivo e ossidativo e di processi a due stadi di sbiancamento ossidativo e stabilizzazione riduttiva. L'impegno e, di conseguenza, il costo di queste fasi di processo per ottenere determinate caratteristiche qualitative, come il colore, dipendono dai requisiti prestazionali, dai materiali di partenza, dalla DP richiesta e dalla qualità delle fasi di processo.
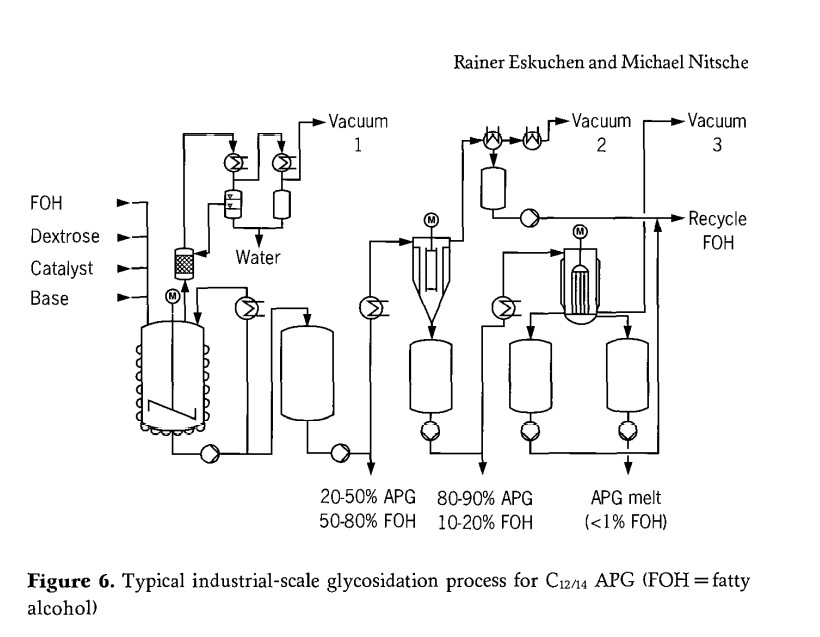
La figura 6 illustra un processo di produzione industriale per poliglicosidi alchilici a catena lunga (C12/14 APG) tramite sintesi diretta)
Data di pubblicazione: 13-10-2020